Introduction
Selecting the wrong polymer film is costly. Product damage, premature spoilage, and unexpected cost overruns all stem from mismatched film specifications. Packaging decision-makers in manufacturing, food & beverage, medical, and e-commerce face this challenge daily: choosing from dozens of film types, each with distinct barrier, mechanical, and thermal properties.
Polymer films dominate flexible packaging today. The global flexible packaging market was valued at approximately $301.2 billion in 2025 and is projected to reach $369.6 billion by 2030, with plastics accounting for 69.08% of market share. Matching the right film to your application directly affects cost control, product protection, and regulatory compliance.
This guide is a practical resource for buyers and engineers navigating film selection. We cover definitions, major film types (PE, PP, PET, Nylon, EVOH), selection criteria, industry applications, and sustainability factors.
TLDR:
- Polymer films are thin thermoplastic materials used across nearly every packaging sector for their lightweight, customizable barrier properties
- Major types include PE (LDPE, LLDPE, HDPE), PP (CPP, BOPP), PET, Nylon, EVOH, and metallized films — each suited to different applications
- Selection depends on barrier properties (OTR, MVTR), mechanical strength, and thermal performance relative to shelf-life requirements
- PE films are the most recyclable flexible plastics; BOPP and PET face collection challenges
- Alliance Packaging Group stocks over 10,000 packaging products, including a broad range of polymer films, available for nationwide delivery
What Are Polymer Films?
Polymer films are thin, continuous thermoplastic materials derived from polymer resins. The terms "polymer film" and "plastic film" are used interchangeably in the industry. Films are distinguished from sheets by thickness: films are thin and flexible (typically under 10 mils), while sheets are thicker and semi-rigid.
Manufacturing Processes
Two primary methods produce polymer films:
Blown Film Extrusion inflates molten polymer through a circular die into a bubble. The process stretches film in both directions simultaneously, delivering superior mechanical strength and puncture resistance. It's ideal for multi-layer barrier films produced in a single step, though optical clarity is lower than cast film.
Cast Film Extrusion extrudes molten polymer through a flat die onto chilled rollers for rapid cooling. This method produces excellent optical clarity, high gloss, and superior thickness uniformity at faster production speeds. Trade-off: mechanical strength runs lower than blown film.
Orientation further enhances film properties. Heating and stretching aligns polymer chains, which are "frozen" upon cooling. Biaxial orientation (stretching in both machine and transverse directions) improves tensile strength, impact resistance, barrier properties, and optical clarity. These properties define materials like BOPP and BOPET. Uniaxial orientation stretches film in one direction only.

Why Polymer Films Outperform Alternatives
Polymer films surpass paper or foil alone in several ways:
- Lightweight - Reduces shipping costs and material usage
- Versatile - Adapts to countless product shapes and sizes
- Heat-sealable - Enables high-speed automated packaging lines
- Customizable barrier performance - Tailored oxygen, moisture, and light protection
- Printable - Supports high-quality graphics for branding
The sections below break down the specific film types that deliver these properties — and how to match them to your application.
Common Types of Polymer Films for Packaging
Each polymer family carries a distinct property profile — and the wrong choice leads to seal failures, barrier gaps, or unnecessary cost. The breakdowns below cover the most widely used film types, their performance characteristics, and where each one fits.
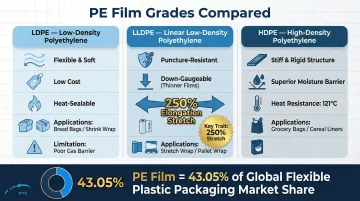
Polyethylene (PE) Films: LDPE, LLDPE, and HDPE
Polyethylene held 43.05% of the flexible plastic packaging market in 2025, making it the dominant material family.
Low-Density Polyethylene (LDPE):
- Highly flexible with excellent heat-seal ability
- Low cost and easy processing
- Common uses: bread bags, shrink bundling, poly bags, frozen food bags
- Limitations: poor gas barrier and lower tensile strength
Linear Low-Density Polyethylene (LLDPE):
- Tougher and more puncture-resistant than LDPE due to linear structure with short-chain branching
- Allows down-gauging (thinner films) without sacrificing strength
- The workhorse material for stretch wrap, pallet wrap, and baling film in distribution and warehousing
- Superior tear and impact strength with high clarity
High-Density Polyethylene (HDPE):
- Higher stiffness and moisture barrier than LDPE
- Better heat resistance with softening temperature around 121°C (250°F)
- Used for grocery bags, retail bags, cereal box liners, and industrial wrapping
- More opaque but stronger and more temperature-resistant
- Suitable for boil-in-bag applications
Alliance Packaging Group carries PE film across all three grades. LDPE poly bags are available in flat, gusseted, and reclosable formats from 1 to 8 mil thickness. LLDPE stretch films range from 59 to 120 gauge and support loads from 1,600 to 4,000 lbs. All ship factory-direct with same-day availability.
Polypropylene (PP) Films: CPP and BOPP
Cast Polypropylene (CPP):
- Unoriented film with high clarity
- Excellent heat-seal performance with wide sealing window
- Good moisture barrier and chemical resistance
- Used for food pouches, snack packaging, textile bags, and laminating
- Preferred over BOPP for cold-temperature performance and retort applications
- Seals at lower temperatures than BOPP, enabling faster Form-Fill-Seal line speeds
Biaxially Oriented Polypropylene (BOPP):
- Stretching in both directions produces high tensile strength and dimensional stability
- Superior moisture barrier, optical clarity, and printability
- One of the most widely used films: 58% of BOPP demand is for direct food packaging (65% including labels)
- Dominant in snack food, confectionery, dried foods, and labels
- The fastest-growing film segment with projected CAGR of 4.65% through 2031
- Typically requires co-extruded heat-seal layer or coating to seal effectively
Polyester (PET/BOPET) Films
Biaxially Oriented Polyethylene Terephthalate (BOPET):
- High tensile strength, heat resistance, and dimensional stability
- Excellent oxygen and CO₂ barrier properties
- Used for food pouches, yogurt lids, frozen dinner trays, electronics packaging, and pharmaceutical blister backing
- Acts as the structural outer layer in laminate structures due to stiffness and printability
- Retains properties at higher temperatures, suitable for retort applications
Polyamide (Nylon/BOPA) Films
Biaxially Oriented Polyamide (BOPA/Nylon):
- Outstanding oxygen and aroma barrier with best-in-class puncture resistance among flexible film substrates
- Exceptional puncture and pinhole resistance, critical for bone-in meat packaging
- High transparency for retail shelf appeal
- Commonly used for meat, cheese, sausage casing, and oxygen-sensitive food packaging
- Typically combined with PE sealant layers in multilayer structures
- Regulated under FDA 21 CFR 177.1500 for food contact applications
Specialty Films: EVOH, PVC, and Metallized Films
EVOH (Ethylene Vinyl Alcohol):
- One of the best oxygen barrier materials available
- Essential for modified atmosphere packaging (MAP), meat, and dairy
- Must be sandwiched between moisture-barrier layers (PE or PP) in coextruded structures—EVOH is hygroscopic and loses barrier performance when wet
- Research demonstrated that EVOH-based MAP packaging extended green asparagus shelf life to 17 days at 2°C versus significantly lower quality retention in standard PP/PE films
- Regulated under FDA 21 CFR 177.1360 for food contact
Metallized Films:
- Aluminum vacuum-deposited onto BOPP or BOPET base films
- Improves gas and moisture barrier substantially while blocking light transmission
- Reflective appearance suitable for premium product presentation
- Used in snack bags, coffee packaging, and pharmaceutical foil pouches
Laminates:
- Combinations of two or more films bonded with adhesives
- Achieve barrier and structural properties neither layer provides alone
- High-temperature laminates for retort applications regulated under FDA 21 CFR 177.1390
Key Properties to Evaluate When Selecting a Polymer Film
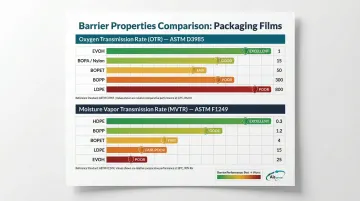
Barrier Properties
Matching barrier properties to product shelf-life requirements is the most critical selection criterion.
Oxygen Transmission Rate (OTR):
- Measures steady-state rate at which oxygen permeates through film
- Units: cc/m²/24hr (Metric) or cc/100in²/24hr (US)
- Standard: ASTM D3985 (dry conditions) or ASTM F1927 (controlled humidity)
- Best performers: EVOH and BOPA (Nylon) excel at blocking oxygen
Moisture Vapor Transmission Rate (MVTR):
- Measures rate at which water vapor permeates through film
- Units: g/m²/24hr (Metric) or g/100in²/24hr (US)
- Standard: ASTM F1249 (infrared sensor) or ASTM E96
- Best performers: HDPE and BOPP provide superior moisture barriers
CO₂ Barrier:
- Critical for carbonated beverages and MAP applications
- BOPET and Nylon offer good CO₂ barrier properties
Mechanical Properties
Tensile Strength and Elongation:
- ASTM D882 is the standard test method for tensile properties of thin plastic sheeting (thickness < 1.0 mm)
- Measures tensile strength (force to break), elongation at break (stretchability), and modulus of elasticity (stiffness)
- High elongation matters for stretch wrap (LLDPE films stretch up to 250%)
- High tensile strength matters for structural integrity in laminates
Puncture and Tear Resistance:
- ASTM F1306 characterizes slow-rate penetration resistance
- Critical for meat packaging with sharp bones or industrial products with hard edges
- Blown films offer better puncture resistance than cast films
- BOPA excels in puncture resistance for demanding applications
Thermal and Sealing Properties
Heat-Seal Initiation Temperature (HSIT):
- Minimum temperature required to form a seal of significant strength
- Lower HSIT enables faster packaging line speeds
- CPP seals at lower temperatures than BOPP, improving throughput
Hot-Tack Strength:
- Strength of heat seal while still hot, immediately after sealing jaws open
- High hot-tack critical for Vertical Form-Fill-Seal (VFFS) machines to prevent package bottom from opening when product is dropped in
Heat Resistance:
- Retort films must withstand sterilization temperatures exceeding 121°C (250°F) for 30+ minutes without delamination
- CPP and specialized BOPET grades offer high thermal stability for retort applications
- HDPE's higher softening point (~121°C) makes it suitable for boil-in-bag uses
Optical Properties
Clarity (Haze):
- Clear films suit retail shelf appeal and product visibility
- Cast films offer superior optical clarity versus blown films
- BOPP and CPP provide excellent clarity for premium food packaging
Gloss:
- High gloss enhances visual appeal and printability
- BOPP excels in gloss for label and confectionery applications
Opacity:
- Opaque or metallized films protect light-sensitive products
- HDPE naturally more opaque than LDPE or LLDPE
Once you've mapped these properties to your product requirements, sourcing becomes the next challenge. Businesses managing film specifications across multiple product lines often find that consolidating with a single-source distributor reduces procurement complexity and keeps costs predictable. Alliance Packaging Group stocks over 10,000 packaging products for nationwide delivery, making it a practical option for teams that need consistent supply across barrier, mechanical, and specialty film categories.
Polymer Films by Industry Application
Food and Beverage
Food packaging sits at the intersection of regulatory compliance and performance—films must preserve shelf life, meet FDA standards, and survive the supply chain.
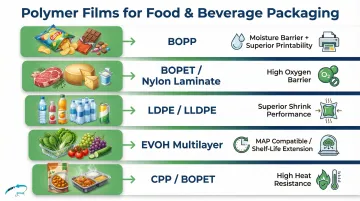
Dominant film choices include:
- BOPP and CPP for dry snacks and confectionery: BOPP's moisture barrier and printability suit chips, crackers, and candy well
- BOPET/Nylon laminates for meat and dairy, where high oxygen barrier performance prevents spoilage
- LDPE/LLDPE for shrink bundling of bottles and canned goods in distribution
- EVOH-based multilayer films for modified atmosphere packaging (MAP) to extend fresh produce and meat shelf life
- All food-contact films must comply with 21 CFR Part 177, which governs polymer use in direct food contact applications
Alliance Packaging Group stocks FDA/USDA-compliant poly bags, stand-up pouches, and vented pallet wrap for fresh product preservation—available in polyolefin shrink film from 55-100 gauge with nationwide delivery.
Medical and Pharmaceutical
Medical and pharmaceutical packaging carries some of the highest performance requirements in the industry. Films must maintain sterility, withstand sterilization processes, and meet international regulatory standards throughout a product's shelf life.
Regulatory Standards:
- ISO 11607-1:2019 specifies requirements for materials and sterile barrier systems
- ISO 11607-2:2019 specifies validation requirements for forming, sealing, and assembly processes
- FDA recognizes ISO 11607 as a consensus standard under 21 CFR Part 820 (Quality Management System)
Film selection for medical applications typically comes down to three performance factors:
- Chemical resistance to sterilization methods (ethylene oxide, gamma radiation, autoclave)
- Puncture resistance to maintain sterile barrier integrity
- Compatibility with the end-use format—BOPET is standard for blister pack backing; Nylon films are preferred for sterile pouches
E-Commerce, Warehousing, and Shipping
LLDPE stretch film dominates pallet wrapping and load containment across warehousing and distribution operations:
- Durability, tear resistance, and cling performance are primary selection criteria
- Typical gauges: 59 gauge (1,600 lbs loads), 80 gauge (2,500 lbs loads), 120 gauge (4,000 lbs loads)
- Stretch capability up to 250% for load containment efficiency
- Temperature performance down to -5°F for cold storage
Poly mailer films (LDPE/LLDPE blends) dominate e-commerce shipments:
- Moisture-resistant exteriors protect contents during transit
- Self-sealing closures streamline high-volume operations
- Thickness options: 1-2 mil (lightweight), 2-3 mil (general), 4-6 mil (heavy-duty), 8 mil (maximum protection)
Alliance Packaging Group carries 22 stretch film products—hand and machine roll formats, color-tinted variants for inventory management, and anti-static options—with same-day shipping and volume pricing available.
Industrial and Manufacturing
HDPE and LLDPE films serve as vapor barriers, protective wraps, and industrial bags:
- Heavy-gauge options (4-8 mil) for equipment and component protection
- Chemical resistance for harsh industrial environments
- Pallet covers and heavy-duty poly bags for warehousing
- VCI (Vapor Corrosion Inhibitor) films for metal parts protection
For industrial buyers, Alliance Packaging Group offers poly bags from 1.5 to 8 mil, anti-static bags for electronics manufacturing, and 120-gauge stretch film—backed by factory-direct pricing and just-in-time delivery programs.
Single-Layer vs. Multi-Layer Film Structures
Single-Layer Films
Single-layer films are cost-effective and sufficient for basic applications:
- Poly bags, shrink wrap, produce bags
- Simple barrier requirements
- Lower manufacturing cost
- Cannot combine conflicting properties (strong barrier + easy seal + high strength) in one material
When basic barrier or strength requirements exceed what a single material can deliver, multi-layer structures are the answer.
Multi-Layer Structures
Coextrusion
Produced as two or more layers simultaneously:
- Example: BOPP/EVOH/LDPE combines moisture barrier (BOPP) + oxygen barrier (EVOH) + heat-seal layer (LDPE)
- Tie layers (maleic anhydride-grafted polyolefins) bond incompatible polymers like PE and Nylon
- Manufactured in single process, reducing cost versus lamination
Coextrusion handles most standard multi-layer needs, but lamination opens up a wider range of material combinations.
Lamination
Bonds separately produced films with adhesives:
- Allows combination of films with very different properties
- BOPET (structure) + Nylon (barrier) + PE (sealant) common for meat packaging
- Higher cost than coextrusion but greater flexibility in material combinations
- High-temperature laminates for retort applications
Coatings
Add functional properties without full lamination:
- PVDC (polyvinylidene chloride) coatings improve barrier
- Metallization adds oxygen/moisture barrier and light protection
- PVOH (polyvinyl alcohol) and acrylic coatings enhance specific properties
Performance vs. Recyclability Trade-offs
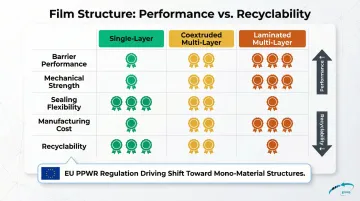
- Added layers improve performance but increase cost
- Multilayer structures complicate recyclability, as incompatible polymers contaminate recycling streams
- EU Packaging and Packaging Waste Regulation (PPWR) is driving a shift toward mono-material structures (all-PE or all-PP) for recyclability
Sustainability and Recyclability Considerations
Recyclability by Polymer Type
Polyethylene films (LDPE, LLDPE, HDPE) are the most widely recyclable flexible plastics:
- Accepted at many store drop-off programs (e.g., How2Recycle Store Drop-Off program)
- Must be clean and dry for acceptance
- Compatible with PE recycling stream when designed properly
- LLDPE/LDPE projected to account for 40.6% of global plastic films market share
BOPP and BOPET films face collection and sorting challenges:
- Technically recyclable but infrastructure limited
- Often contaminate PE recycling streams in mixed collections
- Require separate collection systems not widely available
PVC films are largely non-recyclable in flexible form:
- Chlorine content and plasticizers contaminate recycling streams
- PVC usage declining in favor of recyclable polyolefin alternatives
Design for Recyclability
APR (Association of Plastic Recyclers) Design Guidelines:
- Provide specifications for "PE Flexible" packaging recyclability
- Multi-material structures (e.g., PET/PE laminates) often contaminate PE stream unless specific compatibilizers used
- Mono-material structures (all-PE or all-PP) preferred for recyclability
EU Packaging and Packaging Waste Regulation (PPWR):
- Drives transition to mono-material structures to meet strict recyclability targets
- Sets mandatory recycled content targets and recyclability thresholds by 2030
- Influences global packaging design trends
Emerging Sustainable Options
Where recyclability infrastructure falls short, bio-based and compostable films offer an alternative path.
Bio-based and biodegradable films:
- PLA (polylactic acid) from corn starch used in bakery and confectionery overwrap
- PHA films produced by microorganisms
- Starch-blend films for compostable applications
- Currently carry cost and performance trade-offs versus conventional polymer films
- Adoption is growing as brands strengthen sustainability commitments.
- Bioplastics are widely cited as the fastest-growing raw material category in packaging
Recommendations for Buyers:
- Look for films meeting APR Design for Recyclability guidelines if recyclability is a priority
- Research relevant packaging regulations (EU PPWR, local extended producer responsibility laws) for international distribution
- Consider mono-material PE structures for best recyclability in current infrastructure
- Evaluate bio-based options for applications where performance trade-offs are acceptable
Frequently Asked Questions
What are polymer films?
Polymer films are thin, flexible thermoplastic materials produced by extruding or blowing polymer resins into continuous sheets. They're widely used in packaging to protect, contain, and preserve products across virtually every industry due to their lightweight, customizable barrier properties, and heat-sealability.
What are the different types of packaging films?
The major categories include polyethylene (LDPE, LLDPE, HDPE), polypropylene (CPP, BOPP), polyester (BOPET/PET), polyamide/nylon (BOPA), and specialty films such as EVOH, PVC, and metallized variants. PE leads in flexibility and cost; PP in moisture barrier and clarity; PET in strength and heat resistance; Nylon in oxygen barrier and puncture resistance.
What is the difference between PP film and LDPE film?
PP film offers better moisture barrier, higher heat resistance (retort and microwave compatible), and superior clarity — making it the go-to for retail food packaging. LDPE is softer, seals at lower temperatures, and costs less, which makes it the better choice for bags, shrink wrap, and bundling applications.
What are the most common polymer films used in food packaging?
The most widely used films in food packaging are:
- BOPP — snacks and confectionery (accounts for 58% of BOPP demand)
- CPP — pouches and food wraps requiring reliable heat-seal performance
- BOPET — lids and retort pouches where heat resistance is critical
- BOPA/Nylon — meat and cheese needing strong oxygen barrier
- EVOH multilayer — modified atmosphere packaging for extended shelf life
Are polymer packaging films recyclable?
Recyclability varies significantly by film type. PE-based films (LDPE, LLDPE, HDPE) are the most recyclable through store drop-off programs when clean and dry; BOPP and PET face infrastructure gaps; PVC is generally not recyclable due to chlorine content. Check APR Design for Recyclability guidelines and your local collection programs before making any recyclability claims.
What is biaxially oriented film?
Biaxially oriented film — such as BOPP, BOPET, and BOPA — is stretched in both the machine and transverse directions during manufacturing, aligning the polymer chains. This produces thinner, stronger films with markedly improved tensile strength, clarity, barrier properties, and dimensional stability compared to unoriented alternatives.